Základy oprav součástek na deskách plošných spojů

 E-booky zdarma |
 Školení v oblasti pájení |
 ESD inspekce |
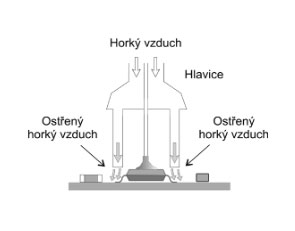
V průběhu celého technologického procesu osazování desek plošných spojů se mohou objevit výrobní chyby, které je nutno opravit – chyby pájení, osazení součástek atd. Chyby mohou vzniknout i elektrickou závadou dané součástky. V obou případech je nutné závadu odstranit. S nástupem SMD pouzder pochopitelně narostla i různorodost oprav, ale i jejich náročnost. Dnes se již v žádném případě nevystačí s běžným pájedlem a ruční odsávačkou. Pro SMT technologie se doporučuje celý komplex zařízení, který zvládne jednotlivé operace.
Strategie při opravách v SMT
Vzhledem ke specifikaci technologie povrchově montovaných součástek je třeba věnovat více pozornosti:
- Rychlosti zahřívání opravované součástky.
- Vyrovnání součástky po osazení.
- Zabránění poškození vývodů součástky.
Stejně jako v celé technologii, i v tomto případě, je otázka volby správného postupu rozhodující pro dosahování trvale dobrých výsledků a kvality.
Rychlost zahřívání
Během vyjímání a výměny součástky je nutno řídit rychlost zahřívání. Zahřívání přesahující hodnotu 4 až 5 °C za sekundu zvyšuje pravděpodobnost poškození součástky v důsledku různých součinitelů tepelné roztažnosti materiálů součástky. Rychlé zahřívání též podporuje delaminaci desky plošných spojů - teprve řízení zahřívání brání rychlému úniku těkavých látek z rozpouštědel tavidla, jež může vést ke vzniku kuliček pájky při sestavování pájecí pasty.
Vyrovnání součástek
Schopnost zařízení opakovaně a přesně osazovat SMD v dané toleranci. Existují tři skupiny pro vyjímání nebo osazování součástek:
- Nástroje, které je možno používat pouze k vyjímání součástky, nikoliv k osazování.
- Nástroje a zařízení pro vyjímání a osazování součástek.
- Zařízení pro vyjímání a osazování součástek včetně SMD pouzder s malou roztečí a vývodů.
Poškození pájecích plošek a vývodů
K poškození plošek a vývodů může dojít zpravidla v důsledku neopatrnosti pracovníka používajícího ruční nástroje při opravách, případně použitím nevhodného nástroje.
Nejobvyklejší závady
Vady je možno dělit podle operací, při nichž mohou vzniknout.
Nástroje pro opravy
Pokud jde o „ideální“ nástroje pro opravy desek se SMD, neexistují žádné všeobecně platné zásady. Výběr nástrojů je určován pouzdrem součástky a konfigurací desky s plošnými spoji.
Zdroje tepelné energie – metody ohřevu vývodů a pájecích plošek
Kontaktní zdroj tepla
Známý způsob běžného pájedla s pájecím hrotem. Hrot může být vhodně upraven.
Řízený proud horkého vzduchu
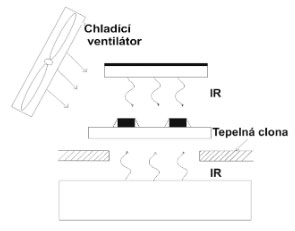
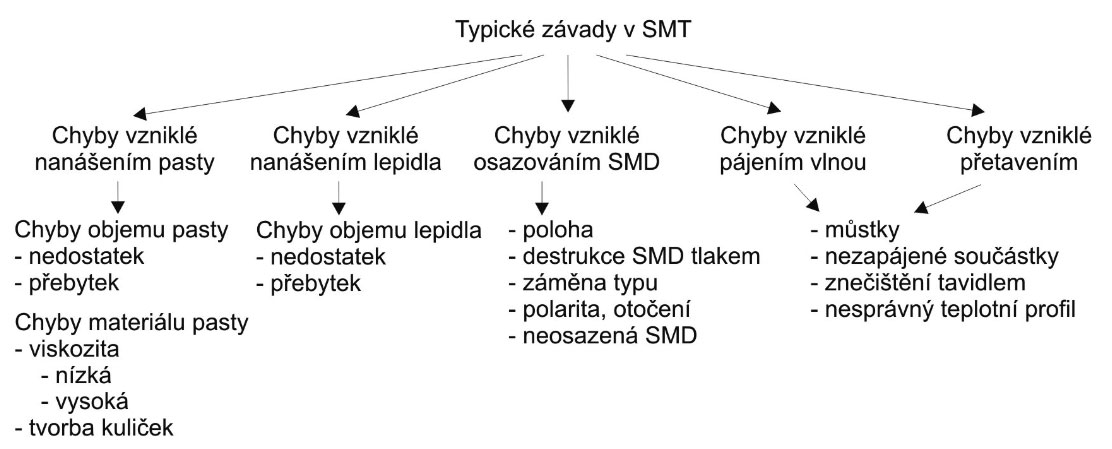
 Zařízení poskytující řízený proud horkého vzduchu. Princip je znázorněn na obr. 1. Sálavým teplem – infračerveným zářením. V tomto případě jde o zařízení, silné topné zářiče, které vyzařují velmi stabilní sálavé teplo. Princip zařízení tohoto typu je na obr. 2.
Zařízení poskytující řízený proud horkého vzduchu. Princip je znázorněn na obr. 1. Sálavým teplem – infračerveným zářením. V tomto případě jde o zařízení, silné topné zářiče, které vyzařují velmi stabilní sálavé teplo. Princip zařízení tohoto typu je na obr. 2.
Vyjmutí a osazení SMD
Čipové rezistory / kondenzátory se obvykle odstraňují a nahrazují novými vzhledem k jejich nízké ceně. V tomto případě je možné použít postupu, kdy se součástka vyjme pomocí kontaktního topného zařízení, tj. ručním vyhřívaným kontaktním nástrojem, stará pájka se odstraní pomocí odpájecího knotu a pájedla nebo vyhřívaným odpájecím hrotem. Nová součástka se položí zpět pomocí vakuové pipety nebo pinzety a zapájí se běžným pájedlem s ostřejším hrotem. Někteří výrobci doporučují zapájení horkovzdušným nástavcem, kde při přetavení horkým vzduchem dochází k pomalejšímu zvyšování teploty než při použití pájedla.
K vyjmutí velkých pouzder PLCC nebo QFP je možné použít jak kontaktní metodu, tak zdroje tepelné energie. V prvém případě pro odpájení obvodu PLCC nebo QFP je třeba použít příslušný nástavec, který odpovídá rozměrům pouzdra obvodu. Vývody obvodu je nutné prolít pájkou a nanést velké množství pájky na kontaktní nástroj. Vyhřátý kontaktní nástroj se poté přiloží na vývody pouzdra, pouzdro se uchopí a sejme. Tato činnost vyžaduje určitou zručnost a zkušenost. Kontaktní topná zařízení však mohou při neopatrném zacházení poškodit vývody přílišným mechanickým namáháním a mohou mít za následek odtržení pájecích plošek, což vyžaduje další nepříjemnou opravu.
Při osazení SMD se vystačí s běžným pájedlem se speciálním pájecím hrotem ve tvaru nože za současného přidávání trubičkové pájky. Požadovaným výsledkem je vyvzlínaná pájka. V tomto případě není nutné použití tavidla, neboť pájecí trubička tavidlo již obsahuje. Druhou méně pracnou možností je vývody položeného obvodu potřít tavidlem, které usnadní a zkvalitní výsledný spoj. Je potřeba většího množství tavidla, aby se usnadnilo vzlínání roztavené pájky. Mezi plošky a vývody pouzdra se položí trubičková pájka a hrotem ve tvaru nože se pohybem napříč pájí vývody. Pájka již sama na vývody vyvzlíná.
Odpájení a zapájení pomocí konvekčního zdroje teplého vzduchu (řízený proud horkého vzduchu). Podle typu pouzdra obvodu je volen druh trysky. Vzduch je ostřen pouze na vývody. Osazení SMD lze provést i pájecím hrotem – tzv. minivlnou, tento hrot má tvar jamky. Obvod se položí na pájecí plošky, nanese tavidlo, minivlnu naplníme pájkou a pohybem napříč se pájí jednotlivé vývody. S velkým úspěchem lze tento hrot použít pro QFP, pro vývody PLCC je třeba více zručnosti.
LCCC (bezvývodový keramický nosič čipu) je pouzdro, k jehož vyjmutí je zapotřebí nuceného proudu vzduchu, neboť zde nejsou vývody, které by vedly teplo. Keramické pouzdro je citlivé na rychlý ohřev. Po vyjmutí součástky je nutno z pájecích plošek odstranit pájku pomocí knotu nebo spájecího nástroje (odsávačky), nanést novou pastu dávkovačem a horkým vzduchem přetavit.
Oprava pouzder BGA je podstatně obtížnější než oprava běžně používaných pouzder (QFP, PLCC). Základním požadavkem při vyjímání BGA je prostředí s řízenou teplotou a konvenční zdroj tepla. Horkovzdušný nástroj musí být vybaven řízeným termočlánkem s uzavřenou smyčkou umožňující pracovníkovi nastavit teplotu vzduchu, procesními hodinami umožňujícími opakovatelnost, vakuovou pipetou a zaostřenými konvekčními přetahovacími tryskami, jež odpovídají rozměrům pouzder.
Vyjmutí součástky BGA se provádí stejným způsobem jako u QFP a PLCC. Po vyjmutí součástky je nutné připravit místo pro novou součástku, tj. odstranit zbytky pájky a tavidla. Na spodní stranu BGA se nanese pájecí pasta – jsou dva způsoby. První je, že se součástka obrátí, vloží do přípravku a pomocí šablony nanese stěrkou pájecí pasta. Druhý způsob – pasta se nanese na DPS tzv. mikrošablonou, která umožňuje nanesení pasty pouze na lokálně pájené místo. Nejobtížnější částí výměny BGA je vyrovnání součástky. Je nutné použít vizuální osazovací systémy, jež by byly schopny vidět současně pájecí místo DPS a spodek BGA, umožňovat nastavování osy X,Y a theta, umístit vyrovnané BGA na pole plošek.
Pro přetavení BGA je naprostou nezbytností řízení teploty. Je třeba vycházet z údajů doporučených výrobcem BGA pro stanovení požadovaných parametrů přetavení při provádění oprav. Ideálním způsobem je řízení celého přetavovacího procesu počítačem podle přesné přetavovací křivky.
Posledním krokem je kontrola zapájení. V současné době je možností buď rentgen nebo speciálně vyvinuté optické systémy (např. Flexia), které tzv. vidí pod BGA.
Další možností pro opravy je opravárenské pracoviště pracující na principu IR ohřevu (sálavé teplo) bez vlivu na součástky, na kterém je možné pomocí vhodných doplňků provést opravy náročných aplikací. Sestava obsahuje programovatelný spodní a horní předehřev a chladicí ventilátor. Celý proces je možno řídit PC. Na sestavě je možné provádět i reballing BGA. Vhodné pro náročné technologie a pro jednoduchou a snadnou výměnu IO. Zařízení s IR ohřevem se s úspěchem používají při opravách mobilních telefonů, herních konzolí a PC.
Doporučené metody zapájení a odpájení
| Typ pouzdra |
Doporučené metody zapájení a odpájení (osazení a vyjmutí) |
Další metody |
|---|---|---|
| čip |
Pájedlo Vyhřívaný kontaktní nástroj Ostřený horký vzduch |
|
| SOIC |
Vyhřívaný kontaktní nástroj Ostřený horký vzduch |
Pájedlo Neostřený horký vzduch |
| PLCC | Ostřený horký vzduch |
Vyhřívaný kontaktní nástroj Neostřený horký vzduch |
| QFP | Ostřený horký vzduch |
Vyhřívaný kontaktní nástroj Neostřený horký vzduch |
| LCCC | Ostřený horký vzduch | Neostřený horký vzduch |
| BGA | Ostřený horký vzduch |
Kategorie produktů
|
|
Rework stanice |
|
|
Horkovzdušné stanice |
|
|
Infra stanice |
|
|
Odpájecí stanice |
|
|
Pájecí stanice |
 Supervýkonné pájecí stanice
Supervýkonné pájecí stanice  Srovnání opravářských systémů
Srovnání opravářských systémů  Zařízení pro spodní ohřev
Zařízení pro spodní ohřev  Typy spodních předehřevů
Typy spodních předehřevů  Teplotní profiloměry
Teplotní profiloměry  Profilování přetavovacích pecí
Profilování přetavovacích pecí  Opravářská pracoviště
Opravářská pracoviště  Opravářská pracoviště BGA
Opravářská pracoviště BGA